


激光切割疑难杂症全在这里
激光切割拼搏在线登录入口")
01
激光切割过程中常遇见的问题
不锈钢类:(焦点为 )(离焦量根据板厚调整)
①:焦点越上它的切割面越亮。
②:下表面挂硬渣是:焦点太上、速度太慢、气压太小。
③:焦点越下它的切割面越粗糙。
④:下表面挂软渣是:焦点太下、速度太快、气压过大、功率过高。
⑤:切不透是:焦点不对、功率过低、速度太快。
碳钢类:(焦点为 )(离焦量根据板厚调整)
下表面挂硬渣是:
①:焦点太下;②:气压太小;③:功率过小;④:速度太快。
切割面粗糙是:
①:焦点太上;②:气压太大;③:功率过大;④:材料问题。
02
切割喷嘴与镜片的选择(切割参数)
一:切割碳钢时喷嘴与镜片的选择:
①:镜片的选择:
切割1-8mm的碳钢时选用(5英寸)的镜片。
切割8-10mm的碳钢时选用(7.5英寸)的镜片。
②:喷嘴的选择:
切割1-6mm的碳钢时选用(Φ1.4)的喷嘴。
切割6-10mm的碳钢时选用(Φ2.0)的喷嘴。
二:切割不锈钢时喷嘴与镜片的选择:
①:镜片的选择:
切割1-4mm的不锈钢时选用(5英寸)的镜片。
切割4-6mm的不锈钢时选用(7.5英寸)的镜片。
②:喷嘴的选择:
切割1-3mm的不锈钢时选用(Φ1.5)的喷嘴。 切割时(氮气压力)10㎏-13㎏
切割3-4mm的不锈钢时选用(Φ2.0)的喷嘴。 切割时(氮气压力)13㎏-15㎏
切割5-6mm的不锈钢时选用(Φ2.5)的喷嘴。 切割时(氮气压力)14㎏-16㎏
03
所用气体的种类和作用
空气:①:作为切割气体使用 ②:作为冷却切割头使用 ③:作为光路内部除尘使用(保护镜片延长镜片的使用时间)
普氧:作为切割碳钢的气体(助燃性) 纯度99.5%
纯氮:作为切割不锈钢的气体(冷却性) 纯度99.9% (切割碳钢速度为3/4)
高纯氮:作为激光器的使用气体 纯度99.999%
高纯氦:作为激光器的使用气体 纯度99.999%
高纯二氧化碳:作为激光器的使用气体 纯度99.999%
04
切割孔的大小(区分材质与厚度)
①切割8㎜之内的碳钢类板材,孔径不能小于板材的厚度,切割10㎜之内的板材,孔径不能小于板材厚度的1.2倍。
②切割4㎜之内的不锈钢板材,孔径不能小于板材的厚度,切割4㎜以上的板材,孔径不能小于板材厚度的1.2倍。
③如果孔径超过以上范围,就使用脉冲切割或进行打标处理。
05
脉冲切割(相对于连续波切割)
①速度为连续波的30-50% 。
②功率相对于连续波要大一点。
③气压相对于连续波要大2倍左右的穿孔使用连续波
06
穿孔的方式(适合切割碳钢)
①正常穿孔:适用于切割5㎜以下的碳钢时使用。
②渐进式穿孔:适用于切割6-8㎜的碳钢时使用。(须修改相应参数P990012)
③强力穿孔:适用于切割10-12㎜的碳钢时使用(暴孔方式)。
穿孔高度不低于切割高度;穿孔气压不低于1.0 。
07
引入线的参数(适合切割不锈钢)
①切割1-3㎜的不锈钢时采用单一的(切小圆或减速)方式。
②切割3-6㎜的不锈钢时采用两项的(切小圆或减速)方式。
③切小圆的气压比切割用的气压大1.5倍。
08
暴孔
①穿孔时间不够
②气压过大
③焦点不对
④穿孔高度过低
⑤脉冲频率不一致
⑥功率过大
推荐阅读:

相关文章

钣金加工流程及注意事项探讨
钣金作为一种强度高、重量轻、成本低、可大规模生产的现代材料,已渗透于电梯行业、汽车工业、电子电器、医疗器械等众多领域,且应用范围越来越广。但若加工不到位,则容易影响产品的外观要求和实际功能,故必须...

初学冲压必知的模具工艺术语
(1) 冲裁 是利用冲模使部分材料或工件与另一部分材料、工件或废料分离的一种冲压工序。冲裁是切断、落料、冲孔、冲缺、冲槽、剖切、凿切、切边、切舌、切开、整修等分离工序的总称。 (2) 切开 ...

非标钣金加工中的制作流程
非标钣金加工中的制作流程较为繁琐,在钣金加工的钣金装配工作中我们会总结经验和建立作业标准装来提高产品质量和钣金装配效率!1. 在装置前我们应该过细地阅读装置工艺和装箱单等资料;2. 按划定领取半成品、...

机床钣金是逐步提升的“小强’’
机床钣金就是我国现在发展中最稳定逐步起升的行业,对于钣金的机床加工而言,确实是稳定的,因为钣金加工是现代人使用最多的一种加工,高效,稳定,而且抗压抗温能力都很强。 最近几年我国的机床钣金拖链市场...

汽车钣金喷漆的一些价格供大家参考
6万以下6-10万元10-20万元20-30万元30-50万元50万元以上序号非4S店4S店非4S店4S店非4S店4S店非4S店4S店非4S店4S店非4S店4S店1车顶喷漆35040045055055...

钣金加工厂如何解决镀锌合金产品起泡问题
锌合金由于成型方便,可塑性强,成本低,加工效率高,广泛应用在卫浴,箱包,鞋服辅料中,但锌合金的起泡问题(电镀;喷涂)却一直困恼着五金厂与电镀厂的朋友。今天我们把多家五金厂和电镀厂针对锌合金起泡故障...
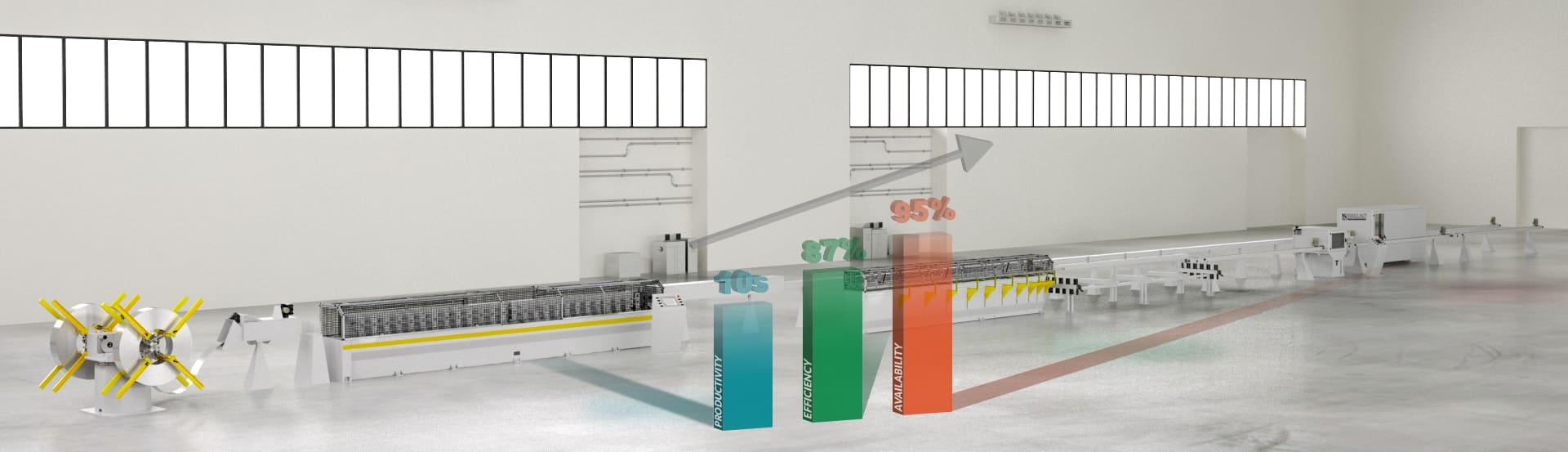
钣金加工厂生产线如何计算生产率,可用性和效率?
随着处理模块数量的增加,现在钣金加工生产线越来越自动化。知道如何 平衡生产系统已成为生产经理的战略技能,以优化生产线,并 提高了生产效率。 生产系统由一系列机器组成,每台机器执行该过程的一部...

钣金加工中钣金激光切割的一些小技巧
【钣金加工】光纤激光切开机在运用的时分存在着许多的小技巧,这些小技巧可以极大的进步机器的运用功率。如今,就让广州铭偌钣金加工厂给咱们来介绍一下如何运用这些小技巧。1)激光切开机上双焦距激光切开头是最简...
 拼搏在线登录入口
拼搏在线登录入口